HA Topic - Blog on Micromachining
Div. - TY_ME_B_Batch_1
Group - 2
Micromachining

[1]
What exactly is Micromachining ?
In today's high-tech engineering industry, the designer requirements of the component are strict, such as: Unusual structures of building materials (say, High strength, high temperature resistance, high durability, resistance to corrosion etc.). Complex 3D component (say, turbine blade). Small features (food processing filters and textile industries with a few micrometers such as hole diameter and thousands in numbers). Nano level is eliminated in complex geometries that can be achieved by any traditional methods (e.g., thousands of cooling holes moved in the turbine blade area, manufacture and removal of microfluidic channels in electrical and non-volatile materials (say, glass, quartz)., Clay vessels). ). Such features in part can only be achieved through improved production processes in general and particularly advanced mechanical processes.
Micromachining is the process of making very small parts with tools smaller than 0.015 inch in diameter and with just a few tenths of tolerance. Micromachining can create the smallest and most complex components needed in other applications, especially in the semiconductor and the medical industry. Equipment required for both sufficient spinning speed and strong cutting tools to produce multiplication and speed running speed. Micromachining tools may be as small as 0.001 inch wide (1/3 wide of human hair) to achieve the required precision and detail.
What Can Micromachining Do?
Mechanical micromachining or commonly known as micromachining is a manufacturing technology that involves the use of small mechanical tools with geometrically defined cutting edges in the output of devices or features with a minimum size of them at a micrometer distance. These components can be used in testing, redesigning large-scale processes to a lesser extent. The chip and microfluidics are two examples of micromachining applications.
Conventional mechanical processes, which use a lot of mechanical energy to extract large quantities of material from a working piece, are not suitable for getting miniaturized components. Various non-traditional operating systems (NTM), precision production technologies and micro-electromechanical systems (MEMS) are widely used to meet the ever-increasing demand for small products. In addition to these processes, mechanical-based manufacturing technology emerges as one of the most effective way to create complex 3-D features in a variety of materials including metals, polymers, composites and ceramics.
Micro-machining processes
The amount of material extracted locally by means of a small machine is small and the removal rates are usually very low (Table 1), the manufacture of small machinery is particularly suitable for the production of small structures and small parts. If the micro-machining process is set to the performance of large-scale operations, this is attempted because a very robust number and pay tolerance can be met. Depending on the accuracy achieved, these applications are often referred to as 'precision machine' or 'high precision machine'. When the amount of material removed becomes too small, a switch to nano-machining is made, which is an important branch of nanotechnology.
Table 1 :
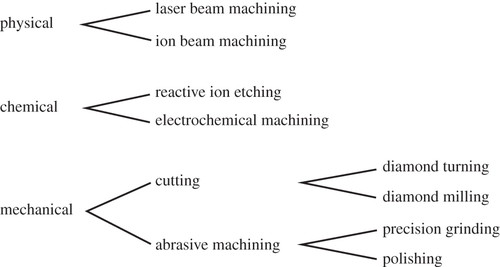
Classification of Micro-machining processes
Micro-machining processes can be categorized according to the nature of the physical, chemical and mechanical removal process (Figure 1). While physical and chemical machinery is limited to certain systems, mechanical engineering is almost universal and has a long tradition. This is because a large class of engineering materials (metals, semiconductors, pottery, tempered glass, and plastics) can be processed and can be made into a wide variety of visual, electrical or mechanical applications. Minor machinery is further subdivided into cutting and cutting abrasives, with the following combining precision grinding and polishing and the former being dominated by diamond turning and milling.
The goal of micro-machining is to achieve the required precision in a single step of the machine without having to repeat the mechanical cycles and test slightly changing. Therefore, all parameters affecting the accuracy of the process should be identified and controlled as needed in order to achieve reliable given tolerance. Once this is achieved, the process is called 'deterministic'. Not all micro-machining processes determine the given tolerance set. By pushing the threshold of indeterminism into strong tolerance, an accurate engineer fights countless causes and effects as well as non-macro-machining effects.
Non-Traditional Machining (NTM) processes
Non-Tradition Machining (NTM) processes are newly developed material removal processes that utilize various forms of energy in their direct form to remove excess material from workpiece in order to get desired shape, surface finish and tolerance. Such processes are also called Unconventional Machining Processes or Advanced Machining Processes (AMPs). They can be used for generating complicated features as well as to obtain quality finished surface. In rare cases, they can also be for bulk removal purpose. Few NTM processes are enlisted below.
Abrasive Jet Machining (AJM)
Abrasive Water Jet Machining (AWJM)
Ultrasonic Machining (USM)
Chemical Machining (CHM)
Electro-Chemical Machining (ECM)
Electro Discharge Machining (EDM)
Laser Beam Machining (LBM)
Electron Beam Machining (EBM)
Plasma Arc Machining (PAM)
Ion Beam Machining (IBM)
Abrasive jet machining (AJM)
(AJM) is one of the modern mechanical systems based on mechanical power where the key is to remove the controlled cutting action caused by the impact of a high-speed aircraft (100 - 300m / s) of abrasive grains accelerated by dehumidified gas. 10 - 15bar). The microphone directs the gliding plane in a controlled manner in the work area. When this high-speed explosive jet is made to insert a working area somewhere from the correct stop range (SOD), it erodes what is essentially a small cut and is sometimes aided by a fracture.

Abrasive Jet Machining (AJM) is one of the most powerful mechanical systems in which the device removes the controlled cutting action caused by the impact of a high-speed aircraft (100 - 300m / s) of abrasive grids accelerated by moisture removal. compressed gas (10 - 15bar). The microphone directs the gliding plane in a controlled manner in the work area. When this high-speed explosive jet is made to place the operating area somewhere from the correct stop range (SOD), it erodes what is essentially a small cut and is sometimes aided by a fracture.
In Abrasive Jet Machining (AJM), air is usually taken directly from the atmosphere, purified and compressed at high pressure with the help of a compressor. Loose particles with pre-defined medium sizes are mixed with the compressed gas in a certain component (mixing ratio) and the mixture is allowed to beat the jet operation at a certain incident angle at very high speeds. The pipe converts the hydraulic force (pressure) of the jet-abrasive mixture into kinetic (velocity) forces. After the cutting operation, the grits leave the machine area, and are then collected and disposed of safely (usually, abrasive grits cannot be reused as the grits lose sharpness after the first impact).
AJM can effectively cut solid and breakable materials, and thus can be used for drilling, cutting, tearing, trimming, cleaning, and decorating. However, they are not suitable for soft and ductile materials, such as plastic, foam, etc., because explosive particles are often embedded in the work surface which interferes with cutting quality. Although the AJM process is noisy and less reliable, it can produce a surface area of less than 1µm, if properly controlled.
Principle of AJM
Fine explosive particles with high kinetic energy (KE) beat the angles and remove the material in the form of micro / nano-chips.
If the KE of the explosive particles is high enough, it will remove the material by shear modification in the event of ductile workpiece material and by fracture breakage if the workpiece material is brittle.
Holes up to 66 μm depth can be drilled without the use of special techniques. Micro burrs are clearly visible. This process is also helpful in producing small holes.
Laser Beam Machining (LBM)
Laser beam machining is an unusual method of operation when the operation is done with laser light. The laser lamp has a high temperature in the workplace, due to the high temperature the working object melts. The process used heat energy to remove objects from the metal surface.
Terms of service:
Like high-speed electron beams, the laser beam is also capable of producing very high power densities. The laser is a very coherent line (in space and space) of radiation with wavelengths ranging from 0.1 µm to 70 µm. However, the operating power requirement limits the useful wavelength range to 0.4-0.6 µm. Because laser radiation is fully compliant and monochromatic, it can focus on very small scales and can produce up to 107 W / mm². To improve high strength, a pulsed ruby laser is usually used. The continuous CO2-N2 laser has also been successfully used in mechanical operation.
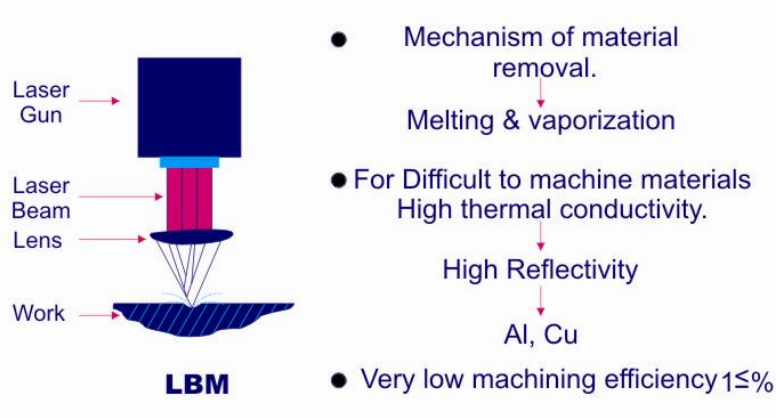
The integrated xenon flash tube is placed next to the ruby rod and the inner surface of the vessel walls is made more transparent so that high light falls on the ruby rod to be used for pumping. The capacitor is charged and a very high voltage is applied to the starting electrode to initiate light. The extracted laser beam is centered on the lens system and the focused beam meets the working surface, removing a small portion of the material by evaporation and emission at high speed. A very small fraction of the molten metal evaporates so rapidly that a high mechanical pressure is produced, releasing a large portion of the liquid metal. Since the energy emitted by the flash tube is far greater than the energy emitted by the laser head in the form of a laser beam, the system must be properly cooled.
The efficiency of the LBM process is very low - about 0.3-0.5%. The typical laser output power is 20 J and the average heart rate is 1 milliseconds. The maximum strength reaches a value of 20,000 W. Beam separation is approximately 2 x 103 rad, and, using a lens with a focal length of 25 mm, the area width is 50 μm.
Like an electron beam, a laser beam is used to excavate microholes and to cut very small gaps. Holes up to 250 µm in diameter can be easily drilled with a laser. The maximum accuracy is ± 0.025 mm. When the thickness of the workpiece is more than 0.25 mm, a taper of 0.05 mm mm is visible.
Alongside NTM systems such as Micro-electromechanical Systems (MEMS) systems are widely used in semiconductor industries such as integrated circuit construction (IC), chips, etc. These processes require a strong work environment to produce very small products. Many of these processes use controlled chemical reactions to extract material from a working piece. To date the use of MEMS systems is restricted mainly to the electronics industry due to the large number of issues and the slow process.
Accurate production processes are generally well established and those processes can be modified to produce a mirror space of less than 20nm. Another basic advantage is that these processes can easily incorporate very large components. Basically, conventional precision machining processes focus on producing a highly finished area regardless of part size.
Prominent Applications of Micromachining
Two micromachining applications that have received widespread use in automobiles are accelerometer devices (especially airbag transmission sensors) and pressure sensors in automotive, industrial, and biomedical markets. Both are consistent with the definition of MEMS devices with moving or flexible structures. Accelerometer devices usually use capacitive sensing to measure the power generated between a moving and an immovable surface.

The Future - Transition from Micromachining to NanoMachining
Nano is the buzzword of the moment, which demands refinement in micromachining resulting in the evolution of nanomachining.
Thus the transition from Micro Electro-Mechanical Systems (MEMS) to Nano-Electro-Mechanical Systems (NEMS) will take place.
The smallest features that have been fabricated using lithography are only a few tenths of a nanometer in dimension.
Nanomachining has been used by a number of groups to fabricate quantum devices such as single electron transistors (SETs) and metal-oxide junctions
REFERENCES
[1] https://www.citrogene.com/what-is-micromachining/
[2] https://www.ipme.ru/e-journals/RAMS/no_13012/06_cardoso.pdf
[4] https://royalsocietypublishing.org/doi/pdf/10.1098/rsta.2011.0056
[5] https://learnmechanical.com/abrasive-jet-machining/
Thank you….!



Very informative!!!
ReplyDeleteNicely written!!
ReplyDeleteInformative 👍
ReplyDelete